Thermoplastic Composites Take Center Stage: 5 JEC 2026 Innovations Proving the TP Revolution Is Here
From AFP-Laid Wing Ribs to Recyclable Airliners — How Thermoplastic Composites Dominated the JEC Innovation Awards and Why Automated Manufacturing Is the Enabler

When the JEC Composites Innovation Awards jury announced its 11 winners in Paris on January 12, 2026, a pattern emerged that even the organizers could not ignore: thermoplastic composites appeared in at least five of the eleven winning projects [1]. Not as laboratory curiosities. Not as conference-paper abstractions. As production-ready hardware — wing ribs being welded without fasteners, liquid hydrogen tanks surviving -253 °C, bicycle frames designed to be repaired rather than discarded, battery housings replacing aluminum in electric vehicles, and retired A380 panels being reborn as A320neo components.
This is not a coincidence. It is a tipping point.
For decades, the composites industry has talked about the thermoplastic promise. Better recyclability. Faster cycle times. Weldability that eliminates thousands of fasteners. Unlimited shelf life. JEC World 2026 is the moment that promise became industrial reality — and automated fiber placement is the thread connecting nearly every one of these breakthroughs.
The Thermoplastic Moment: Why 2026 Is a Tipping Point
The composites industry was built on thermosets. Epoxy, BMI, and polyester resins dominated for good reason: they are well-understood, widely available, and deliver excellent mechanical properties. But thermosets carry fundamental limitations that become critical as the industry scales.
Thermosets cure through irreversible chemical cross-linking. Once the resin has polymerized, the part cannot be reshaped, welded, or recycled through remelting. Every thermoset prepreg roll has a limited shelf life — typically 6 to 12 months even when frozen — and out-time at room temperature is measured in days or weeks. Every joint requires mechanical fasteners or adhesive bonding. Every end-of-life component is, at best, downcycled through grinding.
Thermoplastic composites invert every one of these limitations.
| Property | Thermoset Composites | Thermoplastic Composites |
|---|---|---|
| Processing | Irreversible cure (autoclave/oven) | Melt-form-cool (reversible) |
| Typical Cycle Time | Hours (autoclave cure) | Minutes (stamp forming, compression) |
| Recyclability | Difficult (grinding, pyrolysis) | Reprocessable by remelting |
| Shelf Life | 6–12 months (frozen); limited out-time | Virtually unlimited at room temperature |
| Weldability | No — requires fasteners or adhesives | Yes — resistance, induction, ultrasonic welding |
| Toughness (GIc) | 0.1–0.5 kJ/m² | 1.0–3.0+ kJ/m² |
| Solvent/Chemical Resistance | Good to excellent | Excellent (PEEK, PPS families) |
| Damage Tolerance | Moderate | High |
Table 1: Thermoset vs. thermoplastic composite comparison for aerospace-grade systems [2][3].
What changed in 2026 is not the material science — the advantages of thermoplastics have been known for decades. What changed is the manufacturing technology. Automated fiber placement systems can now lay thermoplastic tapes at speeds and precision levels that make series production viable. Press forming, stamp forming, and in-situ consolidation have matured. And welding technologies — resistance, induction, and ultrasonic — have moved from research labs to production floors.
The five JEC 2026 Innovation Award winners profiled below are the proof.
Innovation #1 — Daher's Thermoplastic Wing Rib: AFP Meets Aerospace Production
Source | Daher
Of all the 2026 Innovation Award winners, Daher's thermoplastic wing rib is the one that most directly demonstrates the power of automated fiber placement for structural aerospace production [1][4][5].
The Challenge
Wing ribs are the structural skeleton of an aircraft wing. They maintain the aerodynamic profile, ensure rigidity, and distribute loads between the wing skin and spars. Traditionally manufactured from machined aluminum, wing ribs are heavy, expensive to produce at high rates, and require thousands of fasteners for assembly. The Airbus Wing of Tomorrow program set the challenge: develop a composite wing rib that reduces weight, cuts costs, and enables high-rate production for next-generation single-aisle aircraft.
The Solution
Daher and its partners developed a carbon fiber reinforced LMPAEK (low-melt polyaryletherketone) wing rib using a three-step thermoplastic manufacturing chain:
Automated Fiber Placement (AFP)
Victrex AE 250 LMPAEK unidirectional tape is laid up using AFP, achieving significant thickness — up to 64 plies (12 mm) — with optimized ply drop-offs and wave contouring for load paths [5].
Direct Stamping (Daher patented process)
The AFP-laid blank is stamp-formed in a single step that eliminates the separate consolidation cycle normally required between layup and forming. This reduces both cycle time and cost [4].
Infrared Welding (LIST patented process)
Two elementary parts are rapidly assembled into a T-shaped rib configuration using infrared welding. No rivets. No adhesives. No fasteners [4].
The Results
The performance gains are substantial:
Table 2: Daher thermoplastic wing rib performance vs. aluminum baseline [4].
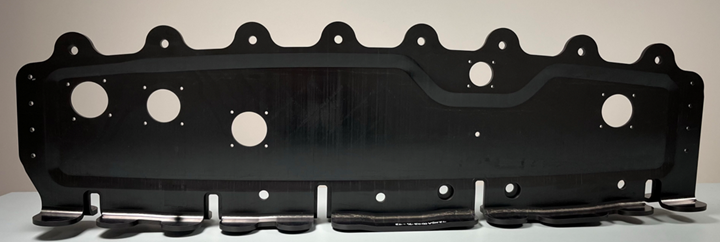
The rib design features a stiffener-free geometry — the optimized ply layup and wave contouring achieved through AFP provide the structural performance without the need for additional stiffening elements. This is a direct consequence of the precision that automated fiber placement enables: every ply can be placed exactly where the structural analysis demands.
Why LMPAEK?
The material choice is critical. LMPAEK (Victrex AE 250) is a co-polymer within the polyaryletherketone (PAEK) family, engineered to offer PEEK-level performance at significantly lower processing temperatures.
| Property | LMPAEK (AE 250) | PEEK | PPS |
|---|---|---|---|
| Melting Temperature (Tm) | 303 °C | 343 °C | 280 °C |
| Glass Transition Temp. (Tg) | 147 °C | 143 °C | 85–90 °C |
| Processing Temperature | ~340–380 °C | ~380–420 °C | ~300–340 °C |
| Tensile Strength, 0° (MPa) | 2,200–2,400 | 2,070–2,400 | 2,000–2,200 |
| Tensile Modulus, 0° (GPa) | 130–140 | 131–138 | 127–135 |
| ILSS (MPa) | 75–95 | 90–110 | 65–80 |
| Fracture Toughness GIc (kJ/m²) | ~2.5 | ~2.1 | ~1.0–1.5 |
| HDT @ 0.46 MPa (°C) | 165–168 | 162 | 115–130 |
Table 3: Comparison of LMPAEK, PEEK, and PPS composite properties [6][7].
The 40 °C reduction in processing temperature is not a trivial detail. Lower processing temperatures translate to lower tool costs, reduced thermal distortion, faster cycle times, and lower energy consumption — all critical for high-rate aerospace production.
LMPAEK's qualification path is equally important. Victrex AE 250 has achieved NCAMP (National Center for Advanced Materials Performance) certification, which provides aerospace OEMs with a material-specific data allowables database. This removes the multi-year, multi-million-dollar cost of material qualification and accelerates the path to series production [6].
Thermoplastic Wing Rib — 3‑Stage Manufacturing Process
Daher + LIST + Victrex collaborative process chain for fastener-free LMPAEK wing ribs
AFP Layup
Victrex AE 250 LMPAEK Tape
Direct Stamping
Daher Patented Process
Infrared Welding
LIST Patented Process
Final T-Shaped Wing Rib Assembly
Complete fastener-free thermoplastic rib — AFP layup to finished assembly with no autoclave, no mechanical fasteners, and dramatically reduced weight.
vs. Aluminum
Required
Innovation #2 — CTC's Thermoplastic Hydrogen Tank: Toughness When It Matters Most

Source | CTC GmbH – An Airbus Company
Hydrogen is becoming the zero-emission fuel of choice for aviation, marine, and heavy-duty transport applications. But storing liquid hydrogen at -253 °C in a lightweight composite tank creates a materials challenge that thermoset composites cannot solve: cryogenic microcracking [8][9].
The Challenge
When a composite tank is cooled from room temperature to -253 °C, the coefficient of thermal expansion mismatch between carbon fiber (near-zero CTE) and epoxy resin (~50 ppm/°C) generates internal stresses. These stresses create microcracks in the matrix. The microcracks allow hydrogen permeation, contamination, and — in the worst case — catastrophic failure [9].
Thermoset epoxy composites have proven unsuitable for liquid hydrogen (LH2) storage over the operational lifetime required for commercial aviation or heavy-duty transport.
The Solution
The CTC GmbH-led LeiWaCo (Leichtbau-Wasserstoff-Composite) project developed a Type V cryogenic hydrogen tank using carbon fiber reinforced thermoplastic (CF/TP) tape processed through automated tape winding [8][9].
Thermoplastic composites — particularly those in the PAEK and PPS families — exhibit fracture toughness levels 3–10× higher than epoxy systems. This toughness, combined with lower internal stresses due to the absence of polymerization shrinkage during cure, drastically reduces microcrack formation at cryogenic temperatures.
| Property | Epoxy (Thermoset) | CF/PEEK (TP) | CF/PPS (TP) |
|---|---|---|---|
| Fracture Toughness GIc (kJ/m²) | 0.2–0.5 | 2.0–2.5 | 1.0–1.5 |
| CTE (ppm/°C) | ~50 | ~35–45 | ~30–40 |
| Microcrack Density at -253°C | High | Low | Low |
| Permeability to H2 | Increases with cycling | Stable | Stable |
| Reprocessable | No | Yes | Yes |
Table 4: Cryogenic performance comparison of thermoset and thermoplastic composites [8][9].
The LeiWaCo tank design employs a linerless construction, which eliminates the polymer liner required in Type IV tanks and further reduces weight. The automated tape winding process enables in-situ consolidation — the tape is heated, applied, and consolidated in a single step, eliminating the need for a separate autoclave cycle [8].
The Results
The CTC hydrogen tank demonstrates commercial viability for aviation and heavy-duty transport applications:
Cryogenic Microcracking — Thermoset vs. Thermoplastic
−253 °C · Liquid Hydrogen StorageThermoset (Epoxy) Composite
Brittle matrix · High residual stress
Thermoplastic (PEEK/PPS) Composite
Tough matrix · Crack arrest capability
Fracture Toughness Comparison (Gc)
Critical energy release rate — higher values resist microcrack propagation
Source: DLR/CTC LeiWaCo project · Gc values in kJ/m²
Innovation #3 — Fenix Repairable Carbon Bike: Thermoplastic Welding for Circularity

Source | fenix composites
The premium bicycle market has long relied on carbon fiber frames for performance. But thermoset carbon frames carry an end-of-life problem: they cannot be repaired, only replaced. A single crack means the entire frame is discarded.
Fenix and herone developed a carbon fiber thermoplastic bicycle frame in which the main tubes are connected through titanium lugs using induction joining — creating reversible joints that can be disassembled, repaired, and rewelded [10].
The Challenge
High-end road, gravel, and mountain bikes are increasingly built from carbon fiber composites for the combination of low weight, high stiffness, and vibration damping. But thermoset composite frames are monolithic — every tube is bonded or co-cured to the adjacent structure. A crack in a single tube requires replacing the entire frame, which is economically wasteful and environmentally unsustainable.
The challenge: design a frame that retains carbon fiber performance while enabling disassembly, repair, and reuse.
The Solution
Fenix developed a thermoplastic composite tube-to-lug architecture:
Thermoplastic Carbon Tubes
Main frame tubes (top tube, down tube, seat tube, chainstays, seatstays) are manufactured from carbon fiber reinforced thermoplastic using automated tube production processes [10].
Titanium Lugs
Junction points (head tube, bottom bracket, seat cluster, dropouts) are 3D-printed from titanium and receive post-machining only for functional interfaces such as the bottom bracket bearing seat. This provides high local strength and compatibility with metal fasteners and bearings while minimizing material waste.
induction joining
Thermoplastic tubes are welded directly to titanium lugs using induction heating. TThe thermoplastic matrix melts at the interface, creating a mechanical interlock at microscale with the titanium surface.
The welded joints achieve strength equivalent to adhesively-bonded or co-cured thermoset structures, but with a critical difference: they are reversible. Applying localized heat allows the joint to be disassembled without damaging the tube or the lug.
Why This Matters
| Scenario | Thermoset Frame | Thermoplastic Frame |
|---|---|---|
| Crash damage to single tube | Replace entire frame | Replace and reweld single tube |
| Tune ride characteristics | Buy new frame | Exchange tubes with different layups |
| End-of-life recycling | Grind and downcycle | Disassemble, reuse tubes and lugs |
| Repair cost (hypothetical) | €1,500–3,000 | €200–500 |
Table 5: Repairability and circularity comparison — thermoset vs. thermoplastic frame [10].
The Fenix bike demonstrates that thermoplastic composites are not just about aerospace performance. They enable new product architectures in consumer goods — architectures based on longevity, repairability, and circularity rather than planned obsolescence.
Fenix Repairable Bike Frame Architecture
Thermoplastic composite tubes + titanium lugs — fully disassemblable via induction joining
Detect Damaged Tube
Impact, fatigue crack, or cosmetic damage identified
Heat Joint via Induction
Induction coil re-melts TP at weld interface only
Separate & Replace Tube
Slide out damaged tube, insert new CF/TP tube
Re-weld & Ride
Induction weld new tube — full-strength molecular bond restored
Thermoplastic matrix is fully recyclable via re-melting
100%
Disassemblable
Minutes
Tube Swap Time
Zero
Waste to Landfill
Source: Fenix, herone
Innovation #4 — TU Chemnitz EV Battery Housing: Thermoplastic Speed Meets Automotive Scale
Source | University of Technology Chemnitz
Electric vehicle (EV) battery housings are one of the highest-volume composite applications on the horizon. Global EV production is projected to reach 30 million vehicles per year by 2030, with each vehicle requiring a composite or metal battery enclosure that protects the cells from impact, thermal runaway, and environmental contamination [11].
Thermoset composites cannot keep pace. Autoclave cure cycles measured in hours are incompatible with automotive production rates. But thermoplastic composites can.
The Challenge
The battery housing is not a cosmetic part. It is a safety-critical, crash-resistant structure that must meet stringent performance requirements:
Mechanical: Withstand side-impact intrusion, bottom-impact from road debris
Thermal: Contain thermal runaway propagation between cells
Environmental: Seal against water ingress (IP67 rating)
Manufacturing: Produce at automotive rates (hundreds of thousands of units per year)
Traditional aluminum housings are heavy. Thermoset composites are too slow to manufacture. The solution: thermoplastic compression molding.
The Solution
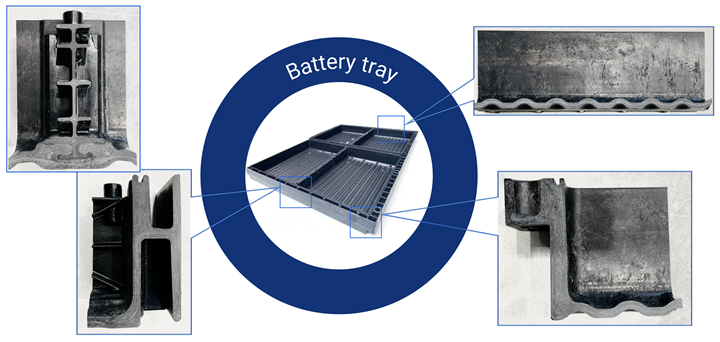
TU Chemnitz developed a glass fiber reinforced thermoplastic (GF/TP) battery housing using compression molding with a sub-2-minute cycle time [11].
The process:
Organosheet Blanks
Pre-consolidated glass fiber thermoplastic sheets (typically PA6, PP, or PPS matrix) are pre-cut to size.
Infrared Heating
The blank is heated above the melt temperature of the matrix (~220–300 °C depending on polymer).
Compression Molding
The heated blank is transferred to a matched-die tool and pressed into the final geometry. Consolidation and cooling occur under pressure.
De-molding
Part is ejected in under 2 minutes total cycle time.
The GF/TP housing achieves comparable mechanical performance to aluminum at 30–40% lower weight and 25% lower lifecycle CO2 emissions [11].
| Metric | Aluminum Housing | GF/TP Composite Housing |
|---|---|---|
| Weight | Baseline (100%) | 60–70% of aluminum |
| Cycle Time | 5–10 minutes (stamping + joining) | <2 minutes (compression molding) |
| Lifecycle CO2 (cradle-to-grave) | Baseline (100%) | 75% of aluminum |
| Repair/Recyclability | High (aluminum is recyclable) | Reprocessable by re-melting |
| Tool Cost | Moderate | Moderate |
Table 6: Aluminum vs. thermoplastic battery housing comparison [11].
The critical enabler is cycle time. A 2-minute cycle is compatible with automotive production rates. A thermoset composite part requiring a 4-hour autoclave cure is not — even with multiple autoclaves running in parallel.
EV Battery Housing — Lifecycle CO₂ Emissions
Aluminum vs. Glass-Fiber/Thermoplastic Composite · 200,000 km vehicle lifetime (kg CO₂-eq)
25%
Lower lifecycle
CO₂ emissions
30–40%
Weight reduction
vs. aluminum
♻️ TP
Reprocessable
end-of-life
< 2 min
Cycle time — auto
scale production
Source: TU Chemnitz · LCA boundary: cradle-to-grave, 200,000 km
Innovation #5 — Toray A380 Recycling: Thermoplastics Enable True Circularity
Source | Toray Advanced Composites
The final JEC 2026 Innovation Award winner is perhaps the most strategically important: a demonstration that thermoplastic composites enable true circular economy pathways for aerospace structures [12][13].
The Challenge
The first-generation Airbus A380 was delivered in 2007. Many of these aircraft are now being retired. The A380 empennage (tail structure) uses carbon fiber reinforced PPS (polyphenylene sulfide) thermoplastic composites — over 8 tonnes of CF/PPS per aircraft in the vertical and horizontal stabilizers [12].
In a traditional thermoset composite, these panels would be ground into short fiber filler or downcycled into low-value applications. But because PPS is a thermoplastic, the panels can be reprocessed.
The Solution
Toray Advanced Composites, Airbus, and project partners developed a closed-loop recycling process that converts retired A380 empennage panels into new structural components for A320neo [12][13]:
Disassembly
A380 empennage panels are removed and inspected. Contaminated or damaged sections are rejected; clean composite structure is retained.
Size Reduction
Panels are mechanically processed (cutting, grinding) to create CF/PPS feedstock in the form of chips or granulate.
Stamp Forming
The recycled CF/PPS is consolidated into new blanks and stamp-formed into A320neo interior brackets and secondary structure components. The thermoplastic matrix is re-melted, consolidated, and cooled into the new geometry [12].
Validation
Recycled-content components are mechanically tested to confirm they meet aerospace structural requirements.
The Results
The recycled CF/PPS components demonstrated mechanical properties within 85–95% of virgin material performance — sufficient for many secondary and tertiary aerospace structures [12][13].
The environmental impact:
This is not downcycling. It is closed-loop recycling — and it is only possible because the composite is thermoplastic.
Thermoplastic Circular Economy — A380 to A320neo
Closed-loop recycling of CF/PPS composite from retired widebodies into next-gen narrowbody components
True Closed-Loop · Not DowncyclingA380 Empennage
Disassembly & Inspection
Remove panels from empennage, inspect for contamination, clean and prepare for processing.
Mechanical Recycling
Cut into chips, grind to granulate form, and create compression-moldable feedstock pellets.
Stamp Forming
Consolidate blanks by re-melting the TP matrix, then stamp into new component geometry.
A320neo Components
ZERO
Material waste
to landfill
70–80%
Embodied energy
retained
~15 t
CO₂-eq avoided
per A380
100%
Closed-loop
recyclable
Key Enabler: Thermoplastic Matrix Re-meltability
TP composites can be repeatedly melted and reformed without degrading molecular structure — impossible with cross-linked thermoset epoxies, which char rather than flow when reheated.
Re-meltable
Cross-linked
Source: Toray Advanced Composites, Airbus
The AFP Connection: Why Automation Enables Thermoplastics

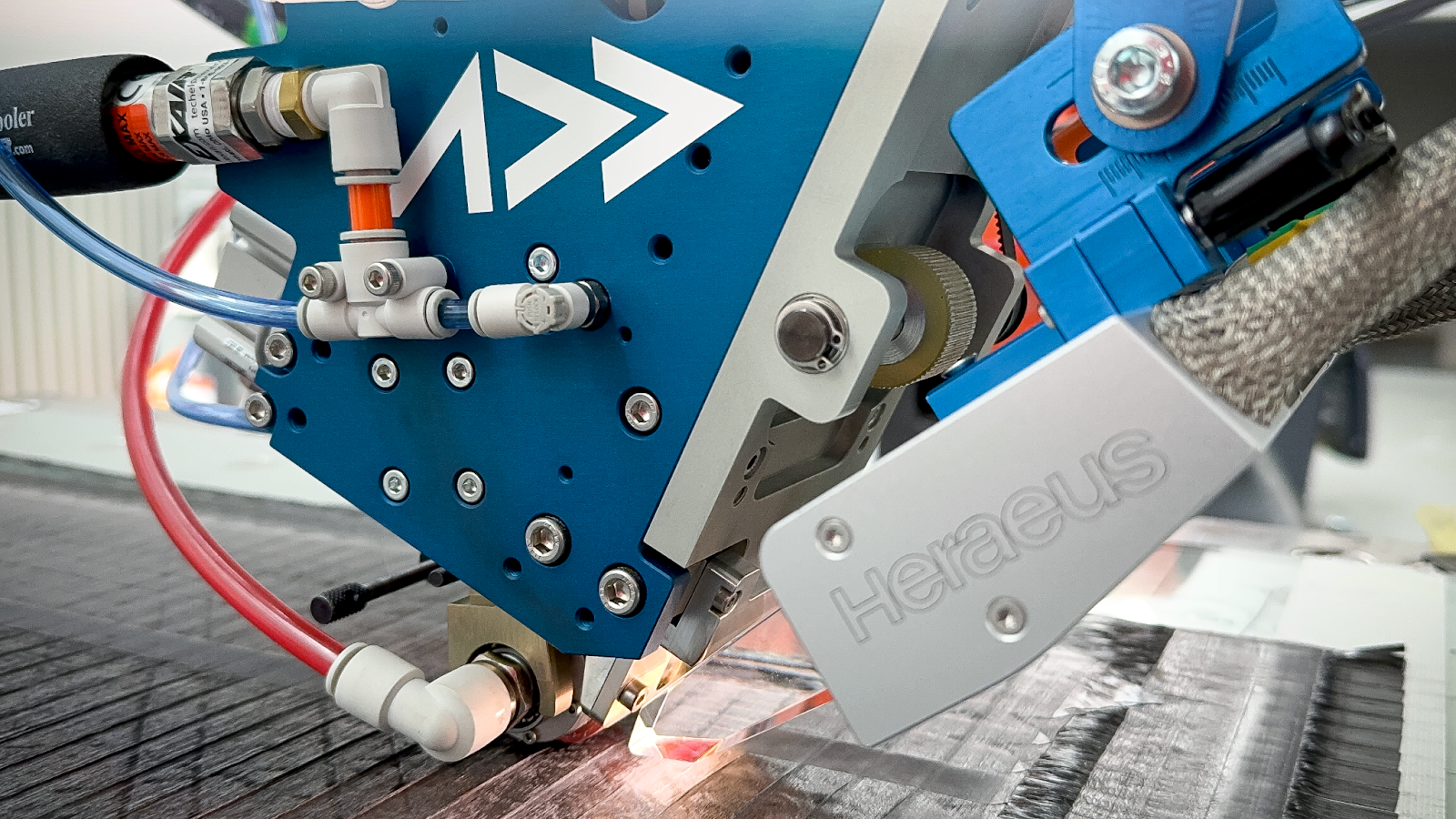
Automated fiber placement head schematic showing the integrated subsystems required for thermoplastic tape processing: material feeding, infrared heating, precision cutting, and force-controlled compaction for in-situ consolidation.
Every one of the five innovations profiled in this article depends on automated manufacturing. The Daher wing rib is laid up by AFP. The CTC hydrogen tank is wound by automated tape winding. The Fenix bike tubes are produced through automated tube processing. The EV battery housing is compression-molded from pre-consolidated organosheet produced on automated lines. The Toray recycling process uses stamp forming — a high-throughput automated process.
There is a reason for this: thermoplastic composites and automation are symbiotic technologies.
Why Thermoplastics Require Automation
Thermoplastic composites cannot be processed like thermosets. There is no room-temperature tack. There is no slow, forgiving cure cycle. Thermoplastic tapes must be heated above the melt temperature, applied under pressure, and consolidated in-situ — often in a single pass. The nip point temperature must be controlled within ±10 °C. The consolidation force must be maintained within ±15%. The layup rate must be fast enough to keep the substrate hot but slow enough to achieve full consolidation [15][16].
Humans cannot do this consistently. Robots can.

Topology-optimized carbon fiber fuselage structure manufactured using AFP at IFW Hannover with Addcomposites' AFP-X system. (Image credit: IFW, Leibniz Universität Hannover)
AFP systems for thermoplastics integrate:
- Laser or infrared heating: Focused energy delivery to heat the tape and substrate at the nip point to Tm + 20–50 °C
- Real-time temperature monitoring: Pyrometers or thermal cameras provide feedback to maintain process temperature
- Force-controlled compaction rollers: Ensure consolidation pressure is applied uniformly across the tape width
- High-precision motion control: Six-axis robotic control ensures the tape is placed within ±0.1 mm of the programmed path
The result is a process that can lay thermoplastic tape at 10–30 meters per minute with void contents <2% and ply-to-ply bonding strength equivalent to co-consolidated laminates [15][16].
Why Automation Enables Thermoplastics
The inverse is also true: thermoplastic composites are uniquely suited to automated manufacturing.
Because thermoplastics do not cure, there is no pot life. A roll of thermoplastic tape does not need to be frozen. It does not expire. It can sit on the factory floor for months or years without degradation. This eliminates the cold-chain logistics, material waste from expired prepreg, and scheduling constraints that complicate thermoset manufacturing.
Because thermoplastics consolidate in-situ, there is no autoclave. The AFP process itself consolidates the part. This eliminates the capital cost of large autoclaves, the energy cost of heating and pressurizing the autoclave, and the cycle time bottleneck that autoclaves impose on production throughput.
Because thermoplastics can be welded, there is no need for mechanical fasteners or adhesive bonding. The Daher wing rib uses infrared welding to join two parts in seconds. The Fenix bike uses induction joining to create reversible joints. Every fastener eliminated is a cost reduction, a weight reduction, and a cycle time reduction.
| Process Step | Thermoset Composite | Thermoplastic Composite |
|---|---|---|
| Material storage | -18 °C freezer; 6–12 month shelf life | Room temperature; unlimited shelf life |
| Layup | Manual or AFP; tack aids handling | AFP required; no tack |
| Consolidation | Separate autoclave cycle (4–8 hours) | In-situ during layup |
| Joining | Fasteners or adhesive bonding | Welding (seconds to minutes) |
| Cycle time | Hours to days | Minutes to hours |
Table 8: Process comparison — thermoset vs. thermoplastic AFP [15][16].
AFP Thermoplastic Tape — Nip Point Detail
In-situ consolidation mechanism: laser-assisted heating, melt bonding, and roller compaction in a single pass
Temperature Control
±10 °C
At nip point · pyrometer/IR feedback
Consolidation Pressure
1.0–2.0 MPa
±15% tolerance · force-controlled roller
Layup Speed (TP)
10–30 m/min
vs. 100–500 m/min thermoset (no heat)
Positioning Accuracy
±0.1 mm
6-axis robotic control
Void Content
< 2%
With optimized parameters
Bond Strength
≡ Co-consol.
Equivalent to autoclave laminates
No Autoclave Required
Eliminates capital cost and the cycle-time bottleneck of large pressure vessels.
Single-Step Process
Layup and consolidation happen simultaneously — no separate cure cycle.
Unlimited Shelf Life
TP tape never expires and requires no freezer storage — unlike thermoset prepreg.
Weldable Output
Consolidated TP parts can be joined by welding — no fasteners or adhesives needed.
Source: Literature review
Source: AFP-XS by Addcomposites
Systems like Addcomposites' AFP-XS bring thermoplastic composite manufacturing capabilities to research labs, universities, and production facilities worldwide — making the technology accessible on standard industrial robots.
What This Means for the Industry
The five JEC 2026 Innovation Award winners profiled in this article share a common message: thermoplastic composites are no longer a future technology. They are a present-day manufacturing reality.
The Convergence
| Innovation | Material | Process | Key Enabler | Industry |
|---|---|---|---|---|
| Daher Wing Rib | CF/LMPAEK | AFP + stamp forming + IR welding | LMPAEK processability | Aerospace |
| LeiWaCo LH2 Tank | CF/TP | Thermoplastic tape winding, in-situ | Cryogenic toughness | Hydrogen/Energy |
| Fenix Bike | CF/TP + Titanium | Automated tube production + induction joining | Reversible joints | Sports/Consumer |
| EV Battery Housing | GF/TP | Compression molding | Sub-2-minute cycles | Automotive |
| Toray A380→A320 | CF/PPS | Stamp forming of recovered material | Thermoplastic reprocessability | Circularity |
Table 7: Five thermoplastic innovations at JEC 2026 — a cross-industry revolution [1].
Three forces are converging:
Materials are ready
LMPAEK, PEEK, PPS, and PA-based thermoplastic tapes and tows are commercially available, qualified, and being processed at industrial scale. LMPAEK's NCAMP qualification means aerospace designers can specify it with confidence [6].
Processes are mature
AFP, automated tape winding, stamp forming, compression molding, and welding technologies have moved past the demonstration stage. Cycle times are measured in minutes, not hours.
The business case is compelling
Thermoplastic composites offer weight savings over metals (22% for the Daher rib), lifecycle emission reductions over aluminum (25% for the EV battery housing), circular-economy pathways (Toray's A380 recycling), and repairability that extends product life (Fenix bike). Each of these addresses a real market demand — not a theoretical advantage.
Who Is Doing It
The names behind these innovations are not startups experimenting in labs. They are Airbus, Daher, BMW, Toray, Mahle — the companies that define series production in aerospace, automotive, and energy. When these organizations commit to thermoplastic composites, supply chains follow.
The Automation Imperative
Every one of these innovations required automated manufacturing. There is no manually-laid 64-ply LMPAEK wing rib. There is no hand-wound cryogenic hydrogen tank. There is no artisan compression-molding line producing thousands of battery housings per year.

Beyond aerospace-scale AFP, systems like Addcomposites' ADDX bring thermoplastic composite manufacturing to large-format applications including wind energy, marine, and infrastructure.
The thermoplastic revolution is, at its core, an automation revolution. And the systems that enable it — AFP heads that process thermoplastic tapes on standard industrial robots, path-planning software that generates optimized layup strategies, and rental models that make the technology accessible to organizations of any size — are what will determine how fast and how far this revolution spreads.

References
[1] JEC Group, "JEC Innovation Awards 2026: Discover the 11 Winners," JEC Composites, Jan. 2026. Available: https://www.jeccomposites.com/news/by-jec/jec-innovation-awards-2026-dont-miss-the-jec-world-premiere/
[2] CompositesWorld, "Thermosets vs. Thermoplastics: Is the Battle Over?" CompositesWorld, 2023. Available: https://www.compositesworld.com/articles/thermosets-vs-thermoplastics-is-the-battle-over
[3] Addcomposites, "Transitioning from Thermoset to Thermoplastic Composites in Aerospace Manufacturing," Addcomposites Blog. Available: https://www.addcomposites.com/post/transitioning-from-thermoset-to-thermoplastic-composites-in-aerospace-manufacturing
[4] Daher, "Daher's Innovative Composite Wing Rib for Future Aircraft Programs Wins a JEC Innovation Award," Daher Press Release, Jan. 2026. Available: https://www.daher.com/en/dahers-innovative-composite-wing-rib-for-future-aircraft-programs-wins-a-jec-innovation-award/
[5] Victrex, "VICTREX LMPAEK Thermoplastic Composites Recognised in Daher's JEC Innovation Award," Victrex News, Jan. 2026. Available: https://www.victrex.com/en/news/2026/jec-innovation-award-lmpaek-thermoplastic-wing-rib
[6] Victrex, "What is LMPAEK and Why Use It for Composites & AM," Victrex Blog, 2021. Available: https://www.victrex.com/en/blog/2021/lmpaek
[7] CompositesWorld, "PEEK or PEKK in Future TPC Aerostructures?" CompositesWorld, 2024. Available: https://www.compositesworld.com/articles/peek-or-pekk-in-future-tpc-aerostructures
[8] CompositesWorld, "AFPT Participates in LeiWaCo Project for Economic Production of Thermoplastic Composite Hydrogen Tanks," CompositesWorld, 2022. Available: https://www.compositesworld.com/news/afpt-participates-in-leiwaco-project-for-economic-production-of-thermoplastic-composite-hydrogen-tanks
[9] DLR, "LeiWaCo — Lightweight Tanks for Cryogenic Hydrogen," DLR ZLP Research Transfer. Available: https://www.dlr.de/en/zlp/research-transfer/projects/projects-from-stade/leiwaco-lightweight-tanks-for-cryogenic-hydrogen-for-use-in
[10] Innovation in Textiles, "JEC World 2026 Innovation Awards Winners Revealed," Innovation in Textiles, Jan. 2026. Available: https://www.innovationintextiles.com/jec-world-2026-innovation-awards-winners-revealed/
[11] Innovation in Textiles, "Charting the Future of Advanced Composites," Innovation in Textiles, 2026. Available: https://www.innovationintextiles.com/charting-the-future-of-advanced-composites/
[12] Toray Advanced Composites, "Toray Advanced Composites and Partners Win JEC Innovation Award for Circularity and Recycling," Toray Press Release, Jan. 2026. Available: https://www.toraytac.com/newsroom/news-item/2026/1/13/Toray-Advanced-Composites-and-Partners-Win-JEC-Innovation-Award-for-Circularity-and-Recycling
[13] Airbus, "Recycled and Ready," Airbus Newsroom, Jan. 2026. Available: https://www.airbus.com/en/newsroom/stories/2026-01-recycled-and-ready
[14] Roctool, "Roctool Thermal Fusion at JEC World 2026," Roctool Press Release, Feb. 2026. Available: https://www.roctool.com/press-release/roctool-thermal-fusion-jec-world-2026/
[15] Frontiers in Manufacturing Technology, "Enhanced Manufacturing Quality of Thermoplastic Composites Through Infrared-Assisted Automated Fiber Placement," Front. Manuf. Technol., 2025. Available: https://www.frontiersin.org/journals/manufacturing-technology/articles/10.3389/fmtec.2025.1649798/full
[16] K. Yassin and M. Hojjati, "Processing of Thermoplastic Matrix Composites Through Automated Fiber Placement and Tape Laying Methods," J. Thermoplastic Composite Materials, vol. 31, no. 12, 2018. DOI: 10.1177/0892705717738305
Learn More
Interested in thermoplastic composite manufacturing with AFP?
Contact Us for a Consultation